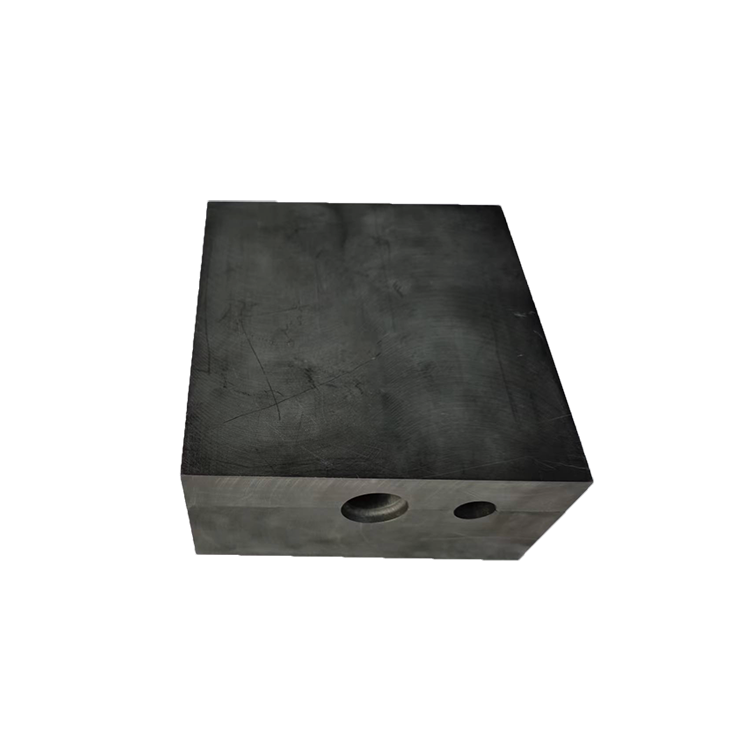
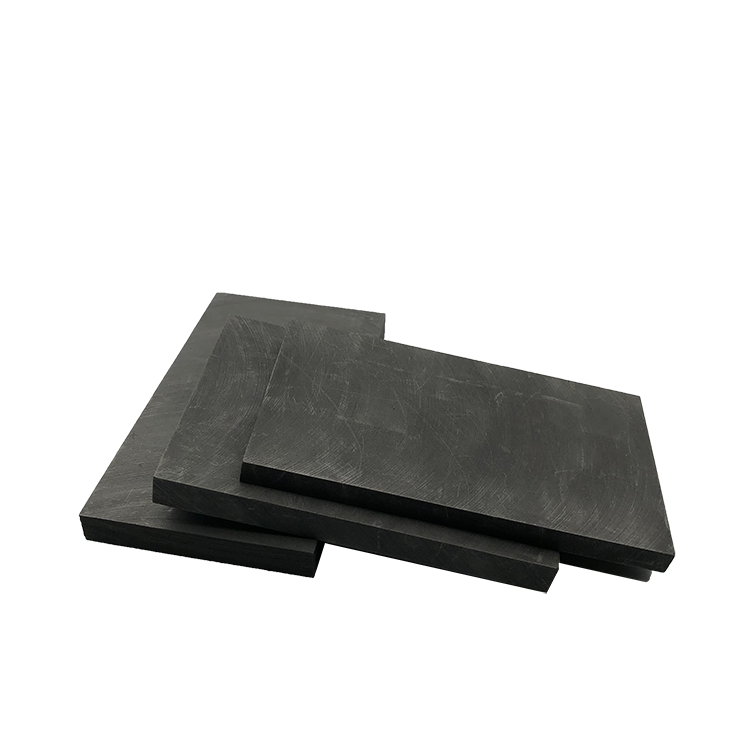
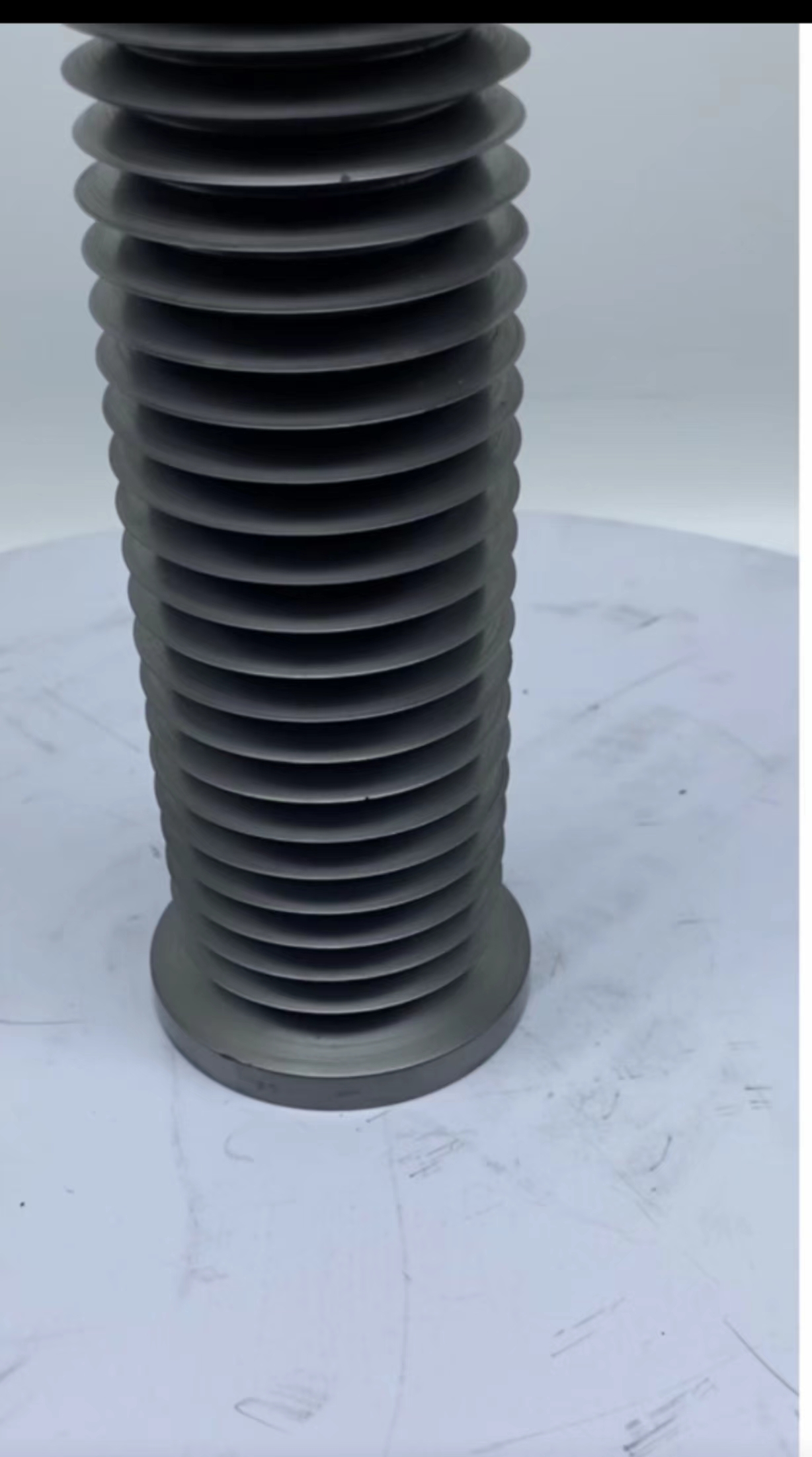
什么是石墨套
石墨套是采用高纯石墨加工而成的圆形套管,一般分为硬性石墨套与柔性石墨套。其中,硬性石墨套经过CNC数控车床精密加工而成,具有精度高、耐润滑的特性;柔性石墨密封件采用碳纤维缠绕而成,经久耐用,韧性好。石墨套主要适用于热水、高温、高压蒸汽、热交换液、氮气、碳氢化合物、低温液体等介质,常被用于压缩机、机泵、阀门、化工仪器、仪表等机械设备中。石墨套具有多种用途,如作为机械行业的密封材料、耐火材料、耐磨润滑材料以及高温冶金材料等。在冶金工业中,由于其耐高温性,石墨套常被用来制作坩埚,作为炼钢的保护剂以及冶金衬里。在机械工业中,石墨套可以作为润滑剂使用,尤其在高速高温条件下,石墨套的耐磨润滑性能够满足需求。此外,石墨套还可以用作玻璃器皿的模具,使所得到的铸件尺寸更准确,节省更多的金属。
—— read more










 微信咨询详情
微信咨询详情
